鎳基合金INCONEL 625的焊接
前言:
在石油化工設(shè)備工程建設(shè)中,總會碰到鎳基合金這類材料,,因這類材料具備耐開朗氣體,、耐苛性介質(zhì)、耐氧化性酸介質(zhì)浸蝕的優(yōu)良性能,,又具備抗壓強度高,、塑性變形好、可熱冷形變和可生產(chǎn)加工成形及可焊接的特性,,廣泛運用于石油化工設(shè)備中,。
比如:在安徽銅陵六國化工合成氨設(shè)備氣化工廠段中,就會有這類材料,,它的詳細名字為INCONEL625,,用以運輸co2介質(zhì)。關(guān)鍵字:鎳基合金焊接熱裂紋1
鎳基合金INCONEL625的化學(xué)成分及對焊接性能的危害以便科學(xué)研究INCONEL625的焊接,,人們必須對這類材料的化學(xué)成分開展掌握,。鎳基合金INCONEL625的化學(xué)成分見表1:
表1鎳基合金INCONEL625的化學(xué)成分(%)
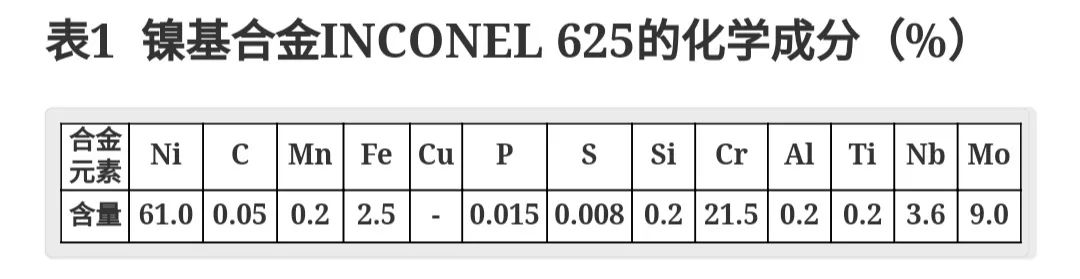
在Ni中加上Al、Cr,、Fe,、Mo、Ti能造成極強的固溶強化,Mo可改進鎳基合金的高溫抗壓強度,,Nb則能夠 平穩(wěn)機構(gòu),,優(yōu)化晶體,改進原材料特性,,Cr在Ni中的固溶范疇約為35%~40%,,而Mo在Ni中的固溶范疇大概為20%。Cr,、Mo等合金制品的加上不僅提升其耐腐蝕性,,并且對原材料的焊接特性沒有不好危害。加上Ti,、Mn,、Nb則可提升原材料的耐熱裂紋和降低出氣孔。Si在鋼中是除氧劑和抗氧劑,。而C的含量不大,,因Ti和Nb的存有一般不容易造成應(yīng)力腐蝕。鎳基合金的焊接性對S則比較比較敏感,,S不溶解Ni,,在焊接凝結(jié)時可產(chǎn)生低溶點的共結(jié)晶,易造成熱裂紋,。P在鎳基合金中也會提升裂紋的敏感度,。
2鎳基合金INCONEL625的焊接特性
2.1焊接熱裂紋
鎳基合金INCONEL625在焊接時具備較高的熱裂紋敏感度。熱裂紋分成結(jié)晶體裂紋,、汽化裂紋和高溫失塑裂紋,。結(jié)晶體裂紋最非常容易產(chǎn)生在焊縫弧坑,產(chǎn)生火口裂紋,。結(jié)晶體裂紋大多數(shù)沿焊縫軸線豎向裂開,。汽化裂紋則易出現(xiàn)在緊貼結(jié)合線的熱危害區(qū)中,有的還出現(xiàn)在雙層焊的前層焊縫中,。高溫失塑裂紋既將會出現(xiàn)在熱危害區(qū)中,,也將會產(chǎn)生在焊縫中。各種各樣熱裂紋有時候是宏觀經(jīng)濟裂紋,,或宏觀經(jīng)濟裂紋隨著外部經(jīng)濟裂紋,,也有時候只是是外部經(jīng)濟裂紋。熱裂紋產(chǎn)生在高溫情況,,常溫狀態(tài)不再拓展,。
2.2空氣污染物的危害
焊接件表面的清理性是確保鎳基合金INCONEL625焊接品質(zhì)的一個重要。焊接件表面的空氣污染物關(guān)鍵是表面空氣氧化皮和造成脆裂的原素,。鎳基合金INCONEL625表面空氣氧化皮的溶點比母材高得多,,經(jīng)常將會產(chǎn)生焊瘤或細微的不持續(xù)的金屬氧化物,,S、P,、Pb,、Sn、Zn,、Bi,、Sb及As等但凡能和Ni產(chǎn)生低溶點共結(jié)晶的原素全是危害原素。這種危害原素大大增加了鎳基合金焊接時的熱裂紋趨向,。這種原素經(jīng)常存有于預(yù)制構(gòu)件全過程中應(yīng)用的原材料中,,比如:植物油脂、漆料,、溫度測量筆和油性筆的黑墨水常帶有這種原素。因而,,在焊接前,,務(wù)必徹底消除,包含焊縫外50mm范圍之內(nèi)均歸屬于消除范疇,。消除方式在于空氣污染物的類型,,針對植物油脂類化合物,可選用蒸氣脫油,,或用甲苯清理,。針對漆料類化合物,可選用氯甲烷,、燒堿溶液,、乙醇清理,也可選用打磨拋光的方式消除,。
2.3焊接熱鍵入的危害
選用高燒鍵入會使焊縫連接頭造成一定程度的退火,,并隨著晶體長大了,進而機構(gòu)產(chǎn)生改變,,減少原材料的物理性能,。除此之外,高燒的輸入,,還將會使晶相機構(gòu)造成過多的縮松,,滲碳體沉定并溶解,進而造成熱裂紋,,并減少耐腐蝕性,。在挑選焊接方式和焊接加工工藝時,務(wù)必充分考慮這一點,,因而,,在操作過程時選用小電流量,,窄焊縫,雙層焊比較有效,。必須強調(diào)的是,,一些鎳基合金焊接加溫后對挨近熱危害區(qū)域焊縫機構(gòu)會造成負面影響。比如Ni-Mo鋁合金焊接后需根據(jù)淬火解決來清除這類危害,,修復(fù)其耐腐蝕性,。但針對INCONEL625這類鋁合金而言歸屬于Ni-Cr-Mo鋁合金,象低合金鋼一樣,鎳基合金的顯微鏡機構(gòu)都是鐵素體,,固體狀況下不產(chǎn)生改變,,母材和焊縫金屬材料的晶體不可以根據(jù)調(diào)質(zhì)處理優(yōu)化,因而,,鎳基合金INCONEL625不用開展調(diào)質(zhì)處理,。
2.4焊接加工工藝特點
(1)液體焊縫金屬材料流通性差鎳基合金的焊縫金屬材料不像碳素鋼焊縫金屬材料那般流通性好,只是看起來更“濃稠”一些,。即便擴大焊接電流量也不可以改進其流通性,,它是鎳基合金的具有特點。焊接電流量超出強烈推薦范疇不但使溶池超溫,,擴大產(chǎn)生熱裂紋的敏感度,,并且易使焊縫中的除氧劑揮發(fā),出現(xiàn)出氣孔,。電弧焊接時,,很大的焊接電流量,也會使焊絲的焊芯發(fā)燙,,使焊芯掉下來,,而喪失維護。因為焊縫金屬材料流通性差,,不適合流進焊縫兩側(cè)使之盡快與母材焊接,,因而,為得到優(yōu)良的焊縫成型,,必須選用晃動加工工藝,,但這類晃動應(yīng)是小晃動,晃動力度宜為焊芯或焊條直徑的3倍,,另外要兼具到焊縫兩側(cè)不錯地與母材焊接,,根據(jù)這類考慮到,這就規(guī)定在焊縫制做時,,焊縫的生產(chǎn)加工總寬要適度,。在焊絲晃動全過程中,應(yīng)留意到焊縫與母材的相接處,,該點既非常容易出現(xiàn)錯口,,也非常容易出現(xiàn)焊瘤和未焊接,,處理的方法是,當(dāng)焊絲運作到焊縫與母材的相接處時要稍加間斷,,另外選用短弧實際操作,。
(2)焊縫金屬材料熔濃淡這都是鎳基合金的具有特點,這就規(guī)定在制做焊縫時鈍邊的薄厚要薄,。
2.5焊接方式的挑選
依據(jù)我國焊接學(xué)好強烈推薦的焊接方式,,針對INCONEL625這類原材料選用下列焊接方式均可SMAW(電弧焊接)、GTAW(鎢極汽體維護電弧焊接),、GMAW(熔融極汽體維護電弧焊接),、PAW(低溫等離子氬弧焊)、SAW(電弧焊),,當(dāng)場可依據(jù)具體情況挑選,。
2.6焊接原材料的挑選
選用汽體維護焊時,應(yīng)取用型號規(guī)格為ERNiCrMo-3的焊條,,其成分各自見表2
表2
焊條ERNiCrMo-3的成分

采用焊條電弧焊時,,應(yīng)選用型號為ENiCrMo-3的焊條, 其化學(xué)成分分別見表3
表3

通過對比表1、表2和表3可以看出:焊絲,、焊條的化學(xué)成分與母材的化學(xué)成分較為接近,可以選用
,。3 焊接工藝施工現(xiàn)場,,鎳基合金材料的焊接通常采用氬弧焊打底,焊條電弧焊填充和蓋面來完成,,以下分述其焊接工藝:
3.1 氬弧焊(鎢極氣體保護電弧焊)
3.1.1 保護氣體 推薦使用氬氣,,有助于清除或減少氣孔,保護焊縫金屬不被氧化,。
3.1.2 鎢極
當(dāng)焊接規(guī)范一定時,,電極的形狀影響焊縫的熔深和寬度。尖頭的鎢極可保持電弧的穩(wěn)定和足夠的熔深,,通常使用的鎢極圓錐角為30°~60°,,尖端磨平,直徑約0.4mm,。
3.1.3 氬弧焊焊接工藝
焊接電源采用直流,,電極接負極。焊機通常裝有高頻電流以保證引弧,,并裝有電流衰減裝置以便在收弧時逐漸減小火口尺寸,。為改善焊縫金屬的抗裂性和減少氣孔,焊絲中通常加入Ti,、Mn,、Nb等合金元素,,因此,在焊接時,,應(yīng)使焊縫金屬保證至少50%來源于焊絲的填充金屬,。焊接過程中應(yīng)避免電弧攪動熔池,以保持熔池平靜,。焊接過程中,,焊絲加熱端應(yīng)始終處于保護氣體中,以避免焊絲被氧化和由此引起焊縫金屬的污染,。焊絲應(yīng)在熔池的前端進入熔池,,以避免接觸鎢極。保護氣體流量應(yīng)適中,,因太大的氣體流量可能會導(dǎo)致焊縫金屬的快速冷卻,,因此,保護氣體流量宜控制在4~8L/min,。單面焊雙面成型時(對于D≤600mm的管道),,需要在管內(nèi)輸入保護氣體。
3.2 焊條電弧焊焊接工藝
焊條應(yīng)放在防潮的密封容器里,,并置于干燥環(huán)境中儲存,。使用前應(yīng)按制造說明書中規(guī)定的溫度和時間烘干。鎳基合金的焊接工藝與奧氏體不銹鋼的焊接工藝相似,。由于鎳基合金的熔深較淺以及液態(tài)焊縫金屬的流動性差,,在焊接過程中必須嚴格控制焊接參數(shù)的變化。鎳基合金焊接時一般采用直流,,焊條接正極,。每一種類型及規(guī)格的焊條都有一個最佳的電流范圍。
表4給出了各種規(guī)格的鎳基合金焊條的焊接電流參考值:
表4

實際操作時還應(yīng)根據(jù)母材厚度,、焊接位置,、接頭形式等作進一步調(diào)整。焊接電流是否合適對于保證焊縫質(zhì)量至關(guān)重要,。電流太大,,會造成電弧不穩(wěn)、焊條過熱而導(dǎo)致藥皮脫落,,并增大熱裂紋傾向,。焊接時應(yīng)盡量把焊縫調(diào)成平焊位置,焊接過程應(yīng)始終保持短弧,,當(dāng)必須采用立焊或仰焊位置時,,應(yīng)采用細焊條和小電流,以便能很好地控制焊縫金屬,。液態(tài)鎳基合金的流動性較差,,為防止焊縫產(chǎn)生未熔合和氣孔等缺陷,,焊接操作時要求擺動焊條,擺動幅度視具體情況而定,,一般應(yīng)充分覆蓋前一遍焊縫與母材的結(jié)合線,,但不宜超過3倍的焊芯直徑,太寬的焊縫也會因熱量過于分散而造成熔合不良,、表面凹凸不平等缺陷,。這就要求在坡口制作時寬度要適中。焊條每次擺動到最邊緣時應(yīng)稍作停頓,,以消除咬邊,、夾渣等缺陷和使焊縫金屬與母材充分融合。
4 結(jié)束
語通過對化工合成氨裝置氣化工段400多個達因口的焊接實踐,,說明了采用上述焊接工藝是完全可以保證焊接質(zhì)量的,,這從射線探傷合格率為96%的結(jié)果來看,就充分證明了這一點,。
上一篇:stellite6K合金的引進
下一篇:Incoloy800_Inconel600_Hastelloy C-276與超級不銹鋼的醫(yī)療應(yīng)用
最新文章:
> 探秘Alloy A286:兼具強度與韌性的時效硬化型合金2025-06-06
> 探秘Alloy926鎳基合金:超耐腐蝕的工業(yè)新貴2025-06-06
> 探秘Alloy925鎳基合金:耐蝕與強韌的完美結(jié)合2025-06-06
> 探秘Alloy901鎳基合金:高溫機械領(lǐng)域的 “性能擔(dān)當(dāng)”2025-06-06
> 探秘Alloy825鎳基合金:耐蝕與強韌兼?zhèn)涞墓I(yè) “利器”2025-06-06
> 904L鎳基合金材料:特性,、工藝與應(yīng)用剖析2025-06-05
相關(guān)文章:
> 探秘Alloy A286:兼具強度與韌性的時效硬化型合金2025-06-06
> 探秘Alloy926鎳基合金:超耐腐蝕的工業(yè)新貴2025-06-06
> 探秘Alloy925鎳基合金:耐蝕與強韌的完美結(jié)合2025-06-06
> 探秘Alloy901鎳基合金:高溫機械領(lǐng)域的 “性能擔(dān)當(dāng)”2025-06-06
> 探秘Alloy825鎳基合金:耐蝕與強韌兼?zhèn)涞墓I(yè) “利器”2025-06-06
> 904L鎳基合金材料:特性、工藝與應(yīng)用剖析2025-06-05